HSMWorks include special support for machining thin walls with the contour finishing strategy.
On a part with thin walls, running the contour finishing with default settings will create a toolpath which is ordered by area. In the case of a thin walled pocket, this can cause the wall to break when machining one side completely before the other side.
The problem can be avoided by enabling the order by depth option, which will finish an entire Z-level before moving to the next.

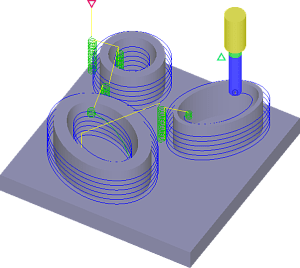
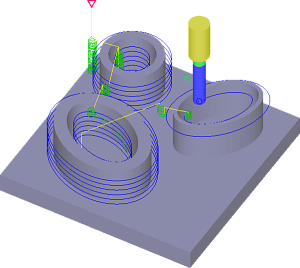
Left: Order by Area (default) / Right: Order by Depth
In parts with both thin walls and thicker walls, ordering by depth can unfortunately cause some extra linking. In HSMWorks, however, you can instead use the Use Thin Wall option instead which allows you to control when the toolpath should be ordered by depth instead of by area.
For example, on the part shown above, there are three upstands with wall of 2mm, 4mm and 6mm. If we set the Thin Wall Width to 3mm this will cause the toolpath on the upstand with 2mm walls to be machined by depth, while the two other upstands will be machined by area:

Use thin wall, thin wall width = 3mm