The physical placement correspoding to the WCS (Working Coordinate System) specified in the HSMWorks jobs is determined on the CNC machine and stored in the machine offset table. The job setup sheet provides the operator with the required information to setup the CNC. The NC program generated by the HSMWorks post processor must reference the correct zero point entry in which the measured placement is stored. For ISO controls the zero points are commonly referenced in the NC program using the G-codes G54, G55 and so on but controls vary greatly in this regard.
It is the responsibility of the post processor to output the correct zero point references. The individual post processor customizations are free to derive the desired zero point references in any way they choose and can for instance be hardcoded or derived from various user-specified parameters.
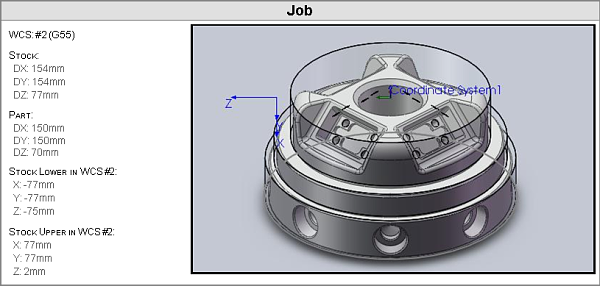
Auto generated Setup Sheet showing WCS information
The normal/recommended approach is to use the WCS offset parameter available in the job setup exclusively for this purpose. The WCS offset parameter is a simple unsigned integer value (defaults to 0) that the post can map to the appropriate NC code. Any mapping function is possible but by convention the generic posts will map WCS offset values in a consistent manner if possible for the control in question. It is the responsibility of the post to ensure that the specified WCS offset is supported. The normal behavior is to output an error message if the WCS offset falls out of the supported range and hence prevent output of an NC program.
The convention for the generic posts is as follows:
WCS offset 0: Do not output zero point reference or use the first zero point. Possibly output a warning indicating that the WCS offset has not been specified.
WCS offset 1: Output reference to the first zero point (e.g. G54)
WCS offset 2: Output reference to the second zero point (e.g. G55)
.. and so on.
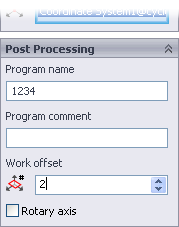
Selecting WCS from the
Job Setup